¶ What is Rotary Axis
The rotary axis is an accessory that allows you to process cylindrical objects.
The following document will guide you on how to use the rotary axis.
Please note: This document is only for NEJE R5 and R6 Rotary work on LightBurn.
¶ How to Connect
¶ Use A-axis connection
For control boards with A-axis extension port, such as NEJE Max series devices, it is recommended to use the A-axis extension port to connect the rotary axis.
If the A-axis extension port is used to drive the rotary axis motor, an external stepper motor driver is required (usually installed on the R5 rotary axis). You only need to connect the signal input terminal (5 Pin) of the external stepper motor driver to the A-axis extension port of the control board to complete the connection.
¶ Use Z-axis connection
For NEJE 3/4/5 devices, it is recommended to use the Z-axis to connect the rotary axis assembly.
If the Z extension port is used to drive the rotary axis motor, an external stepper motor driver is required (usually installed on the R5 rotary axis). You only need to connect the signal input terminal (5 Pin) of the external stepper motor driver to the Z-axis extension port of the control board to complete the connection.
¶ Use Y-axis connection
This connection way is only applicable to NEJE 1/2/2S series devices, because this model of device does not have Z-axis and A-axis extension port.
Because the Y-axis of the control board has a built-in stepper motor driver, you only need to connect the Y-axis output port of the control board to the rotary axis stepper motor to complete the connection.
We have included this adapter cable accessory in the R5 / R6 rotary axis. You only need to use this cable to connect the X-axis motor and the rotary axis stepper motor to complete the connection.
¶ Configuration
Different connection ways will have different configurations, which are explained here one by one.
First, measure the engraving object, assuming that the workpiece to be processed is an object with a diameter of 45mm.
The following method will assume that the diameter of the workpiece is 45mm for explanation.
First connect to the LightBurn software.
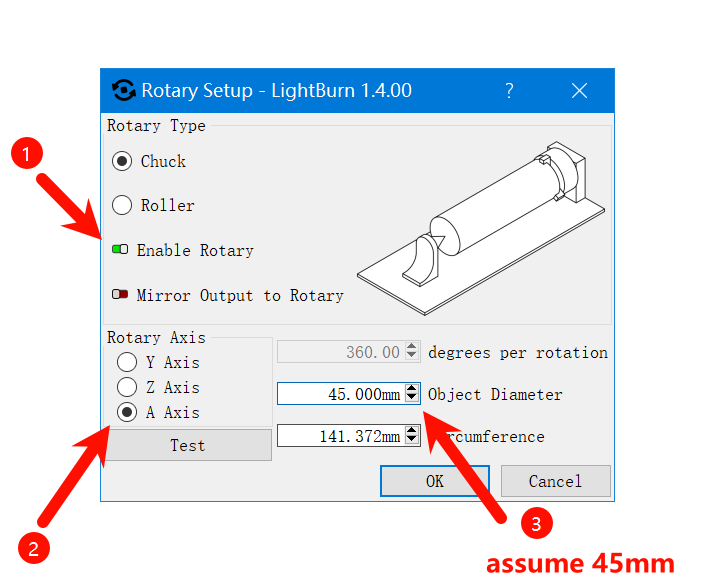
¶ Use A-axis connection
LightBurn Menu => Laser Tool => Rotary Setup
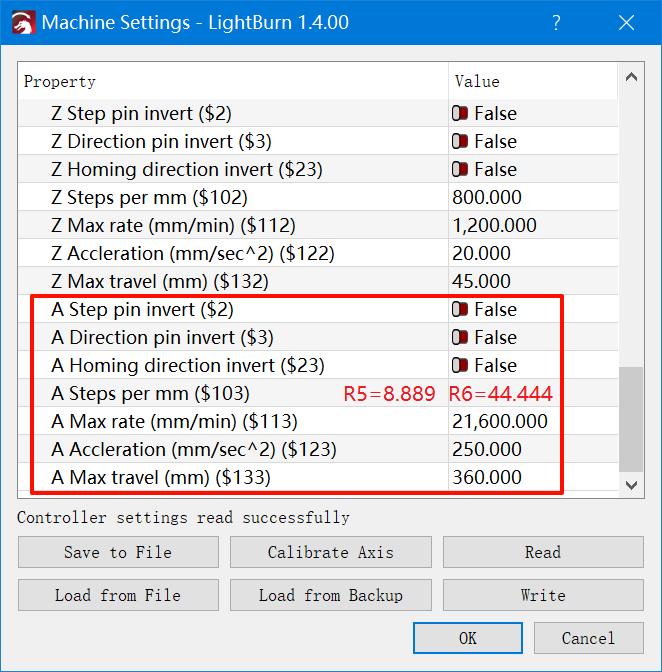
LightBurn Menu => Tool => Machine Settings => Outputs setup (Make sure the red box is exactly the same)
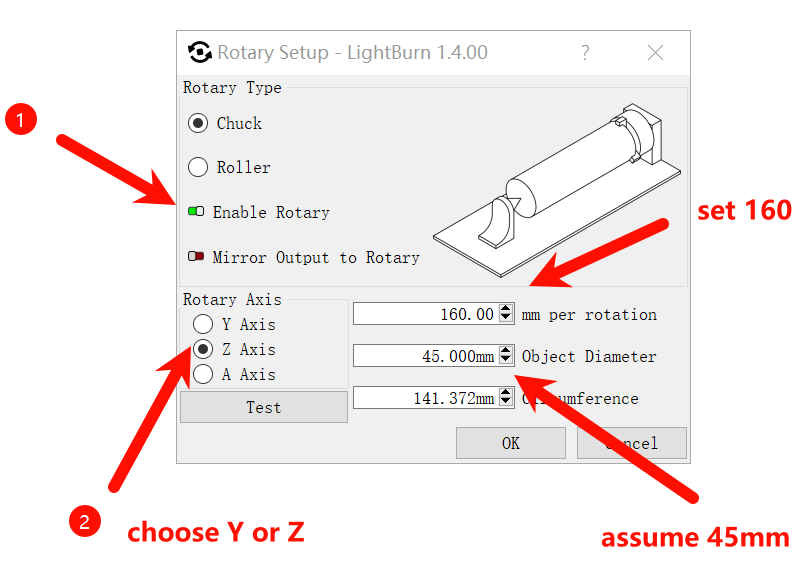
¶ Use Y-axis / Z-axis connection (Roughly)
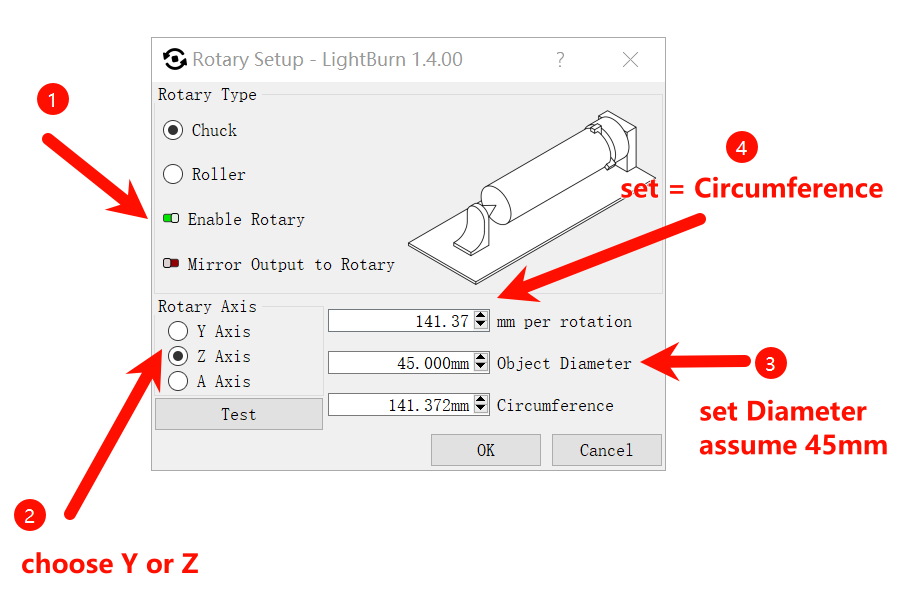
LightBurn Menu => Laser Tool => Rotary Setup
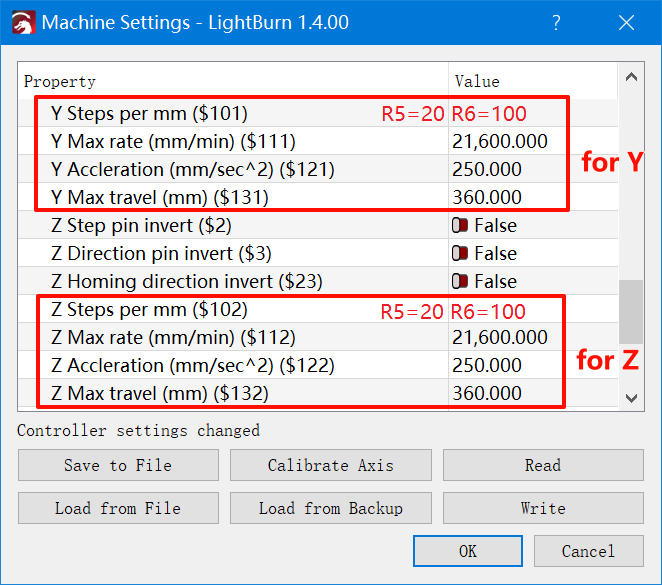
LightBurn Menu => Tool => Machine Settings => Outputs setup (Make sure the red box is exactly the same)
After the above settings, your rotation axis should be usable, but it is not in the best condition. If you want your rotation axis to work with the best accuracy, please refer to:
¶ Use Y-axis / Z-axis connection (Precise)
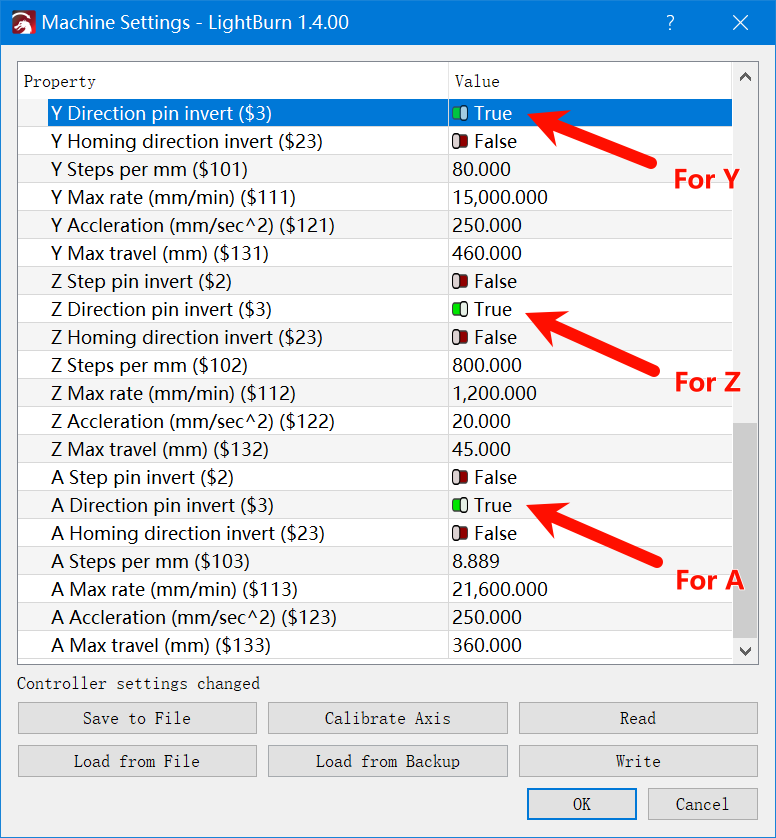
LightBurn Menu => Laser Tool => Rotary Setup
【For R5】
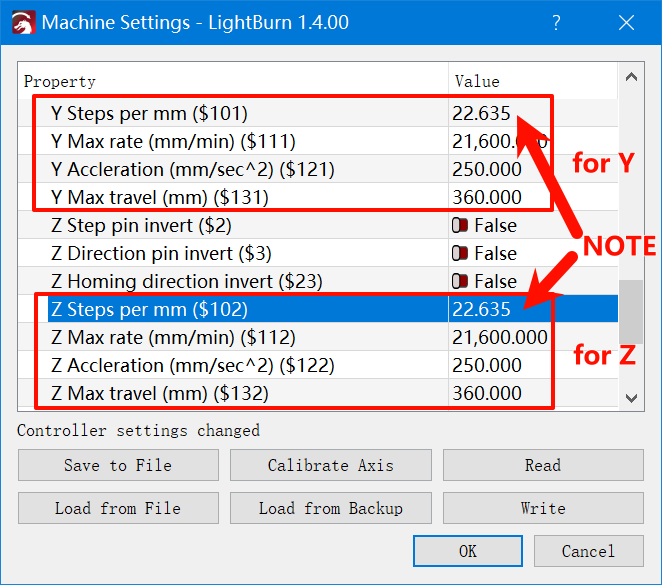
Do a calculation: step = 3200 / circumference(141.37) = 22.635
If you use Y, please set $101 = 22.635
If you use Z, please set $102 = 22.635
【For R6】
Do a calculation: step = 16000 / circumference(141.37) = 113.178
If you use Y, please set $101 = 113.178
If you use Z, please set $102 = 113.178
Just like below:(assume you are using R5)
Why?
Setting mm per rotation to be consistent with Circumference can provide precise speed control, otherwise your LightBurn speed will deviate during actual work, and the work results will be different in depth.
Of course, if the mm per rotation parameter is not much different from Circumference, this effect can be ignored.
Please always keep mm per rotation * ($101 or $102) = 3200 (change 3200 to 16000 when you are using R6). If this requirement is not met, it will cause length problems. For example, when processing a 5mm straight line, you may get a 6mm straight line.
¶ Test
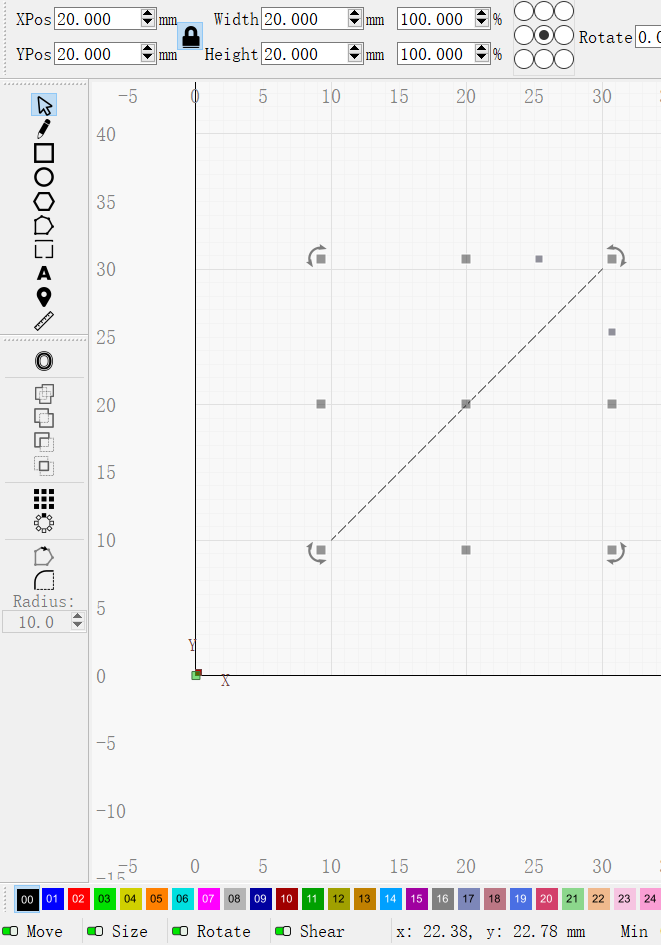
Draw a straight line with a width and height of 20mm on LightBurn (as shown below)
You should get the following result
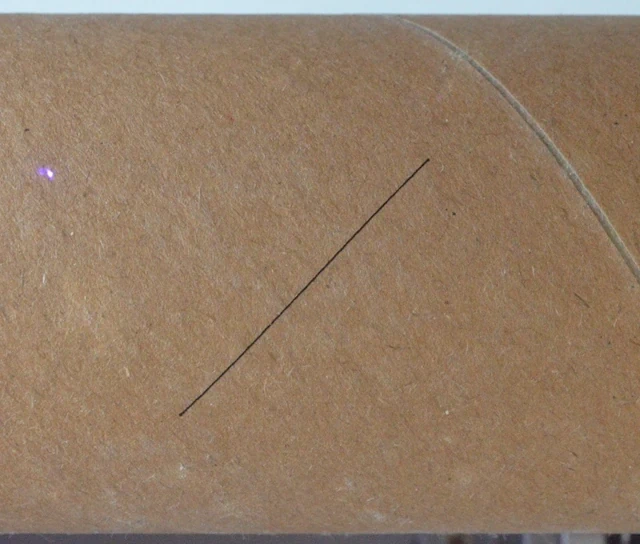
If you get the opposite result like below, please see the Motion Reversal section of the FAQ.
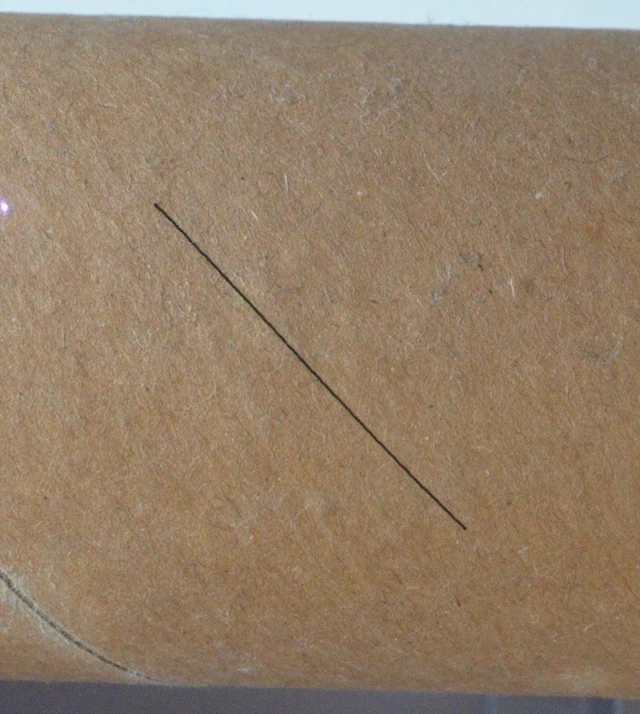
The length of the line segment should be equal to 20√2 ≈ 28.3mm. If the length is incorrect, please refer to the Incorrect Length section of the FAQ.
¶ FAQ
¶ Motion Reversal
Try toggling the reverse switch of the corresponding axis
You switch the reverse switch of the corresponding axis to control the rotation axis. It does not mean that you switch the reverse switches of all axes.
Switching the state means: if the switch state is open, close it, and if it is closed, open it.
¶ Incorrect Length
Please check your configuration, you may have made a mistake in the configuration, please always keep mm per rotation * ($101 or $102 or $103) = 3200. If this requirement is not met, it will cause length problems. For example, when processing a 5mm straight line, you may get a 6mm straight line.